1.概述
目前����,在變壓器油箱制造行業(yè)���,雖然有的企業(yè)已經(jīng)開(kāi)始使用機器人��,但總體仍是以手工焊接和仿形半自動(dòng)焊接為主��,自動(dòng)化焊接還有很大的提升空間���。與手工焊接相比����,機器人焊接在穩定和提高焊接質(zhì)量���,改善勞動(dòng)條件���,提高生產(chǎn)效率等方面存在著(zhù)巨大優(yōu)勢�����。因此�����,大力推廣應用焊接機器人���,提高焊接自動(dòng)化水平是行業(yè)發(fā)展的必然趨勢�����。
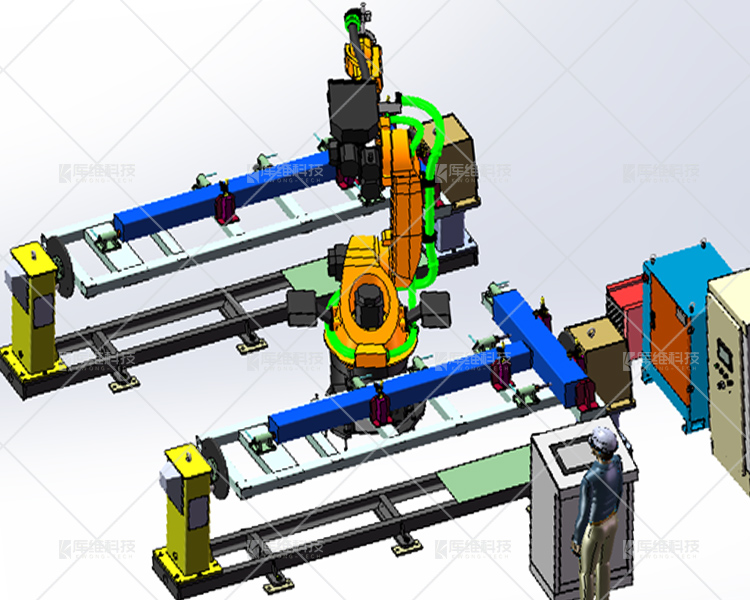
2.焊接機器人構造及功能
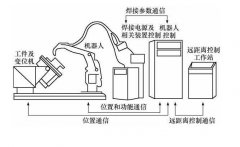
這是一款可移動(dòng)式6軸焊接機器人��,由移動(dòng)工作站系統和焊接機器人系統兩大部分組成�,可通過(guò)吊車(chē)將整套工作站或焊接機器人系統吊到需要的工作位置��,其基體由機器人����、弧焊系統�、電纜���、控制柜�����、系統軟件等幾部分構成�。焊接系統采用FANUC公司生產(chǎn)的M-710iC/20L機械臂和美國LINCOLN公司的POWERWAVEi400數字焊接電源����,能夠很好的滿(mǎn)足操作靈活度和焊縫質(zhì)量的要求���。
為了實(shí)現自動(dòng)化焊接�,提高焊縫成形質(zhì)量�����,焊接機器人還具備如下功能�����。
?。?)示教功能:不同于軌道固定式機器人���,移動(dòng)式機器人坐標系的基準零點(diǎn)不固定��,程序的創(chuàng )建和修改要通過(guò)示教器(見(jiàn)圖2)進(jìn)行操作��。
機器人有三種運動(dòng)軌跡�����,分別為:點(diǎn)對點(diǎn)運動(dòng)�、直線(xiàn)運動(dòng)���、圓弧運動(dòng)���,針對不同的焊縫路徑選擇不同的運動(dòng)軌跡��。
?���。?)擺焊功能?為了增大焊縫寬度��。提高焊接強度���,手工焊接操作時(shí)常常沿著(zhù)焊接方向以特定角度(形狀)周期性左右搖擺焊槍�。焊接機器人同樣具備這一擺焊功能��,并可以選擇正弦型擺焊��、圓型擺焊���、8字形擺焊�、L形擺焊等多種擺焊模式���,擺焊條件設置分為頻率��、振幅�、右停留時(shí)間����、左停留時(shí)間��、角度等幾個(gè)參數����。
?�。?)焊縫跟蹤功能?電弧傳感器可周期性對焊接電流實(shí)施監測���,并與設定值進(jìn)行比較�,按照事先設定的增益�、偏差等參數值���,對焊槍上下和左右方向進(jìn)行補償(見(jiàn)圖3)����。這項功能在應對工件出現加工偏差或者受熱變形等情況時(shí)非常有效��,能夠及時(shí)糾正焊縫跑偏或寬窄不一情況�����。
?。?)多層多道焊功能在變壓器油箱的箱底�、箱蓋等較厚鋼板的焊接中�,往往采取多層多道焊的方式���。焊接機器人可以通過(guò)焊接路徑記憶和再現功能����、焊接路徑偏移功能�,使用位置寄存器使得在第一層焊接時(shí)跟蹤傳感器存儲的焊接線(xiàn)稍許偏移�,從而實(shí)現反復多層焊接��。多層焊接功能只需示教打底焊縫一次即可��,其余各層焊縫均自動(dòng)焊接完成�����。
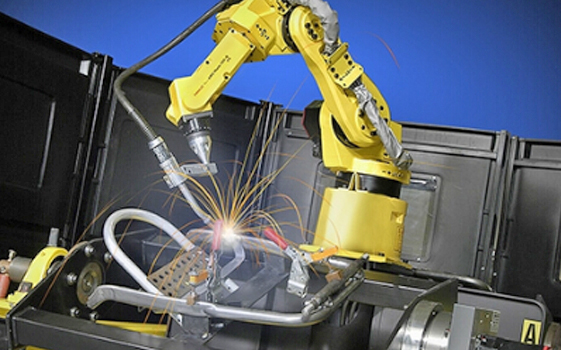
3.應用實(shí)例
變壓器油箱上存在多種焊接接頭型式�����,有對接焊縫�、平角焊縫����、立角焊縫等��。下面�����,我們就以焊接難度較大的立角焊為例���,介紹一則焊接機器人在變壓器制造中的應用實(shí)例��。
為保證焊接強度��,油箱在焊接立角焊縫時(shí)需要采取由下向上立焊的方法�。此方法熔深較大����,容易焊透�����,但熔池底部是個(gè)斜面����,熔融金屬在重力作用下比較容易下淌�����。因此��,必須采用比平焊稍小的電流�,焊槍的擺動(dòng)頻率應稍快���,采用鋸齒形節距較小的擺動(dòng)方式進(jìn)行焊接��,使熔池小而薄��,熔滴過(guò)渡采用短路過(guò)渡形式����。
焊接機器人立角焊如圖4所示��,首先要對預設位置點(diǎn)1����、焊接起始點(diǎn)2���、中間點(diǎn)3�����、焊接終止點(diǎn)4進(jìn)行示教并創(chuàng )建程序�,必須加入擺焊功能和跟蹤功能���。如果示教器中已保存有立角焊程序�,僅需對焊接開(kāi)始���、結束點(diǎn)進(jìn)行示教即可�,操作步驟就可大大簡(jiǎn)化�。
在焊接機器人系統中�����,可以根據不同的材質(zhì)����、板厚��、接頭形式及焊接位置等情況��,設定不同的焊接參數�。
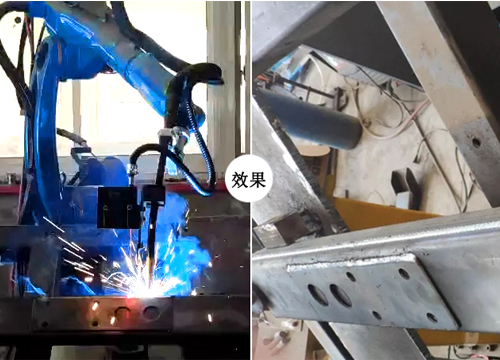
使用上述程序和參數��,對變壓器油箱箱沿與箱壁連接處進(jìn)行立角焊����,就會(huì )形成一道魚(yú)鱗紋均勻�����、焊縫寬窄一致��、不跑偏且沒(méi)有接頭的美觀(guān)焊縫���,手工焊接是很難達到這種效果的�����。
值得注意的是���,在焊接機器人示教過(guò)程中��,調整好焊槍的傾斜角度很關(guān)鍵��,如果角度偏差較大�,就會(huì )出現焊腳不對稱(chēng)的情況�����。同時(shí)���,還要保證焊絲伸出長(cháng)度足夠��,否則焊接飛濺會(huì )堵塞槍嘴并造成保護罩過(guò)熱�。
4.推廣焊接機器人需要改進(jìn)的問(wèn)題
實(shí)際應用證明�����,對不受空間限制的變壓器長(cháng)直焊縫或帶法蘭的圓形角焊縫���,機器人焊接比人工焊接具有巨大優(yōu)勢����。但焊接機器人在變壓器制造行業(yè)的應用尚處于初級階段�����,為了提高焊接機器人利用率�����,還要從兩個(gè)方面進(jìn)行改進(jìn)�����。
?���。?)焊接機器人制造企業(yè)要提高其便捷化����、智能化水平���,以便能與生產(chǎn)現場(chǎng)更加有效的對接�����。如:使用無(wú)線(xiàn)定位技術(shù)�,用激光筆模擬示教點(diǎn)及焊槍角度���,代替示教時(shí)機械臂運動(dòng)�����;增加機器人手臂作業(yè)半徑���,開(kāi)發(fā)實(shí)用工裝����,使機器人能移動(dòng)到翻箱放倒的變壓器油箱內��,從而實(shí)現變壓器內部焊縫焊接�。
?����。?)變壓器設計部門(mén)要提高產(chǎn)品及零部件標準化程度����,合理布局焊縫位置����,減少零件扣壓���、跨越焊縫現象���,給機器人連續焊接創(chuàng )造良好條件���。